超声波N95/KN95口罩封边机说明书
一、产品参数:
|
型号 |
超声波N95/KN95口罩封边机 |
|
操控方式 Touch screen |
脚踏式 |
|
工作频率(KHz) Frep. |
20 |
|
超声功率(W)Uitrasonic Power |
2000 |
|
功率可调(%)Power Range |
自动调整 |
|
焊头尺寸mm |
160*175*55 |
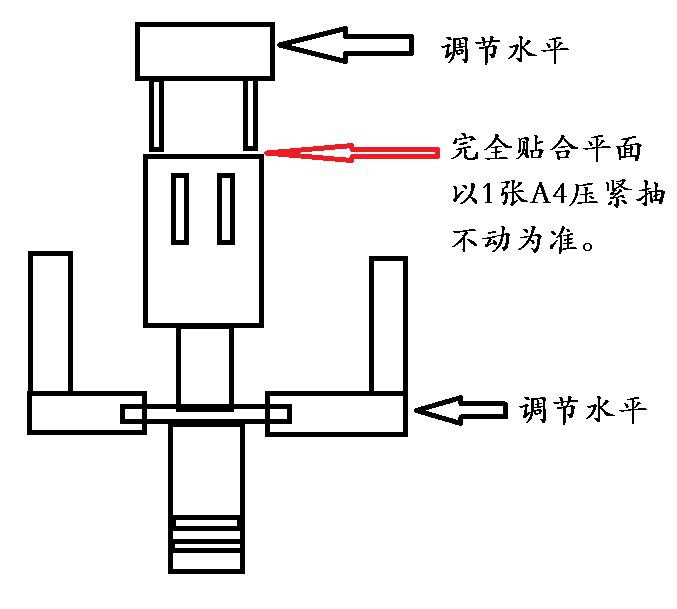
二、结构图:
图1
三、发生器菜单说明
开机显示工作界面(图2)。

|
|
1、工作界面(图2):
(1)标准:显示当前选中工作模式。
(2)时间模式:是显示当前选中超声的超声方式。
(3)正常:表示当前机器状态(正常/急停/请搜频/故障状态等)。
(4)频率:显示当前频率。
(5) 功率:显示当前工作时瞬间功率值。
(6) 延时时间:显示发超声前延时时间。
(7) 工作时间:显示发超声时长。
(8) 保压时间:显示发完超声后,保持时间。
(9) 能量:最小能量,最大能量(可以点击设置0-10000J),用于判断本次操作良品条件之一。
(10) 时间:最小时间,最大时间(可以点击设置0.01-9.99S),用于判断本次操作良品条件之一。
(11)良品数:统计操作多少符合设置条件数目。
(12)不良品数:统计操作多少不符合设置条件数目。
(13)振幅:设置并显示当前超声工作功率百分比。
(14)复位键:发生故障报警时,需要按此键复位一次,以保证机器能正常工作。
(15)返回键:返回主菜单界面(图3) 。

2、调试界面(图4)

(1)正常:表示当前机器状态。
(2)频率:显示当前频率。
(3) 延时时间:设定当前延时时间(0-99.99S)。
(4) 超声时间:设定当前超声时间(0-9.99S)。
(5) 固化时间:也叫保压时间,设定当前超声时间(0-99.99S)。
(6) 搜频步阶:决定搜频速度,(1-100),数值越大,搜频速度就越快,但相对搜频精度偏差大。
(7) 调整频率:工作时自动跟踪速度(0-50),值越小,调整速率越快。
(8) 工作振幅:当前工作振幅。
(9) 频率搜索:点动一次,手动搜频一次。
(10)调模:点动一次,在DB25输出端口中第7脚接通电磁阀,手动控制气缸压下,再点动一次,电磁阀断电,气缸提起。
(11)超声测试:长按连续,松开停止工作。
(12)返回:返回菜单界面。
3、设置界面
第一页(图5)
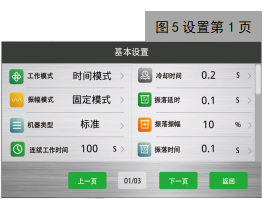
(1) 工作模式:选择设定机器工作计算方式;
时间模式→超声工作时长根据时间决定;
能量模式→超声工作时长根据能量决定;
连续工作→超声一直发超声;
接地模式→保留。
(2) 振幅模式:工作强度选择控制方式;
固定模式→按固定功率执行;
模拟量→根据输入0-10V电压转换对就0-100%功率;
分阶模式→把一次超声输出由A、B段共同来完成,具体A、B段设定在设置界面第二页。
机器类型:机器基本控制方式(暂时不设定默认为标准);标准→标准操作方式;PLC→远程控制方式。
冷却时间:每次完成一次工作以后,要暂停的时间(0-99.99s)。
(3) 连续工作时间:连续模式下超声工作时间设定。
(4) 振落延时:在执行完固化时间后,二次发超声延时(0-9.99s)。
(5) 振落振幅:二次发超声强度。
(6) 振落时间:二次发超声工作时间(0-9.99s)。
第二页(图6)
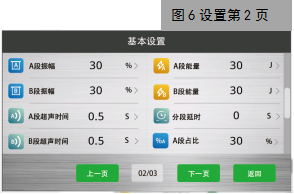
(9) A段振幅:分阶模式中A段振幅强度。
(10) B段振幅:分阶模式中B段振幅强度。
(11) A段超声时间:时间模式中分阶模式中A段工作时间(0.01-9.99s)。
(12) B段超声时间:时间模式中分阶模式中B段工作时间(0.01-9.99s)。
(13) A段能量:能量模式中分阶模式中A段工作能量(1-10000)。
(14) B段能量:能量模式中分阶模式中B段工作能量(1-10000)。
(15) 分段延时:预留功能。
(16) A段占比:预留功能。
第三页(图7)
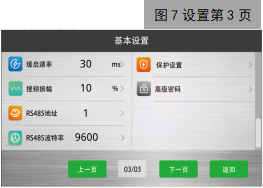
(17) 缓启速率:控制发超声工作的变化速率(0-200ms)。
(18) 搜频振幅:频率搜索强度。
(19) RS485地址:设定本机RS485地址(1-99)。
(20) RS485波特率:设定本机RS485波特率(4800、9600、115200)。
(21) 保护设置:占击空白可以进入保护设置界面。
(22) 高级密码:输入对应密码(123456),进入功能设置界面(图8)。
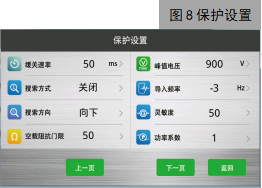
4、保护设置
(1) 缓关速率:发完超声后,超声缓关速率(0-200)。
(2) 搜索方式:设定本机自动搜频方式。
关闭:关闭自动搜频功能。
开机:开机搜频一次。
(1/2/4/6/8)分钟:空闲时,每隔多少分钟自动搜一次。
(3) 搜索方向:频率搜索方向(目前只有向下方向,其它不起作用),向下/向上/双向。
(4) 空载阻抗门限:预留功能。
(5)峰值电压: 工作输出时,限定最高输出电压(700-2500)。
(6) 导入频率:超声启动时,预导入频率值(-100-100)。
(7) 灵敏度:发生过载或者输出电压过高时,检测比灵敏度值大次数超过上限,来断定超过上限,发生故障。如果容易发生误判,可以调大此值(0-100)。
(8) 功率系数:当工作时输出跟实际不一致或者相差比较,通过调此值来校对(0.1-9.9)。
5、功能设置(图9)
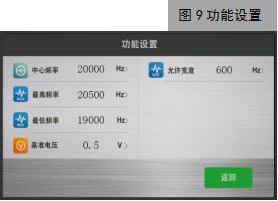
(1) 中心频率:允许机器工作的频率中心,保护振头超过允许范围。
(2) 最高频率:最高允许工作频率。
(3) 最低频率:最低允许工作频率。
(4) 基准电压:一般不进行设置。
(5) 允许宽度:以中心频率为基准,最大允许工作频率正负范围,一般不进行设置。
(6)数据统计,记录最近100次的工作状态,时间,频率和能量。(图10)
(7)告警消息记录(图11)
四、使用注意事项
1、确认电源电压是否符合本机工作额定电压,超声波电源工作电压一般为AC220V,如接错输入电压会出现损坏配件导致超声波电源无法正常工作。
2、注意检查超声波电源与震子的频率值是否一致,避免出现损坏超声波电源、震子或调试异常情况。
3、请将超声波电源放置于通风干燥处。
4、安装时,超声波电源左、右部及后部距离遮挡物应大于10cm,以利于散热。
5、安装时,超声波电源保护地线必须保证良好接地,以免发生意外触电危险。
6、严禁湿手操作超声波电源,以防触电。
五、常见问题及解决方法
超声波联机调试中时常出现以下几种情况:
1、熔接过度
这种情况一般调小振幅即可解决。
2、焊不牢
这种情况一是上下模之间预留缝隙过大,振幅不能使其充分熔接,解决方法为调小上下模预留缝隙;二是振幅较小,相应调大振幅即可。
3、焊接电源报异常、过载、过热
1)电源通电自检后立即报异常
第一种可能是换能器正负极与电源间未正确连接,或脱落、或连接中断,解决方案为检查电源与换能器连接线、连接器是否完好,是否插牢。第二种可能是电源本身有问题,简单的判别方式是代换法,用此电源去带一个已经运行良好的换能器模具负载端试一下,如亦然报错,基本可以判定电源本身有问题,建议返厂检测维修;如代换上去后,电源不报异常,说明电源本身没有问题,再去排查其它可能。
2)电源在设备运行过程中出现报异常与过载
断电重启运行一段时间后又重复出现此状况,排查此类故障的方法总结为一句话三个要点:调模调压调振幅调模分为调模具水平和调模具间隙。调水平是指调节上下模之间前后左右 4个方向的水平一致,缝隙大小一致。如模具水平没调好,易导致模具某一角或某一边受压过重导致报异常;调间隙是指上下模之间给待熔接产品预留的空间,例如口罩,只要预留一张 A4纸厚度即可,上下模在水平的情况下,压住一张 A4纸,既不会压破又抽不出来即可,实际需要的间隙是根据具体待熔接产品来定的。
调压是指调节上下模之间的压力,现焊接设备多使用气压来工作,一般设置气压压力为 3-4 公斤,非特殊需要,不要轻易加大气压压力,特别对熔接很薄的产品,例如口罩,压力太大容易使上下模互损,严重伤害模具,缩短使用寿命,易导致报过载与异常。
调振幅是指通过调节焊接电源的输出振幅来调节焊接模具头的输出振幅。实际工作中,由于实际操作者对设备不了解,误以为把振幅调的越大越好,其实不然,振幅过大易导致过度熔接,或者产品很薄,本身模具缝隙就很小,例如口罩,也易导致上下模互损,电源报过载或异常。本机在熔接口罩时,振幅设置在 50%左右即可, 熔接耳带时振幅设置为 30-40%间即可。
3、电源异常发热
异常发热是指电源报 E3 过热报警状态。第一种情况是一开机就报过热报警,电源并未实际工作,此多为电源本身故障,为保险起见,把此电源换一个负载试一下,如果还是如此,可确定是电源问题,建议返厂检测维修,如故障消除,则排查其它;另一种情况是发现电源搜索出的频率过高或过低(范围是指高于20.1K,低于 19.6K),工作时间几分钟即报过热,极可能是模具头损坏,或模具头与换能器之间严重不匹配,建议用仪器检测换能器与模具头,查出问题。在实际现场,受条件所限,不易准确判断,建议还是用代换法,把此电源带其它已正常使用的换能器与模具,如过热报警消除,可确定为模具头与换能器发生故障,则判定电源本身无问题,反之则电源有问题。
4、模具发出持续的尖锐声
第一种情况多为焊接模具头与换能器之间没有紧固(不要以手拧的力度来判断模具是否拧紧,一定要用工具紧固,是一个力气活);另一种情况为此模具已损坏或內裂,不能再使用,需更换。
5、关于 PLC 自动线控制
建议流程为:1 启动超声,2 气缸下行,3 触发计时 ,4 结束超声,5 释放气缸。不要出现气缸下行到位后启动超声,必须提前发振。
6、长振使用时在加换料之前必需超声先开机搜索到正确频率后方可加压焊接,否则极易引起过载与过热报警。